想要更直观地感受珩磨管油缸管现货供应产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:济宁邹城珩磨管油缸管现货供应的图文介绍


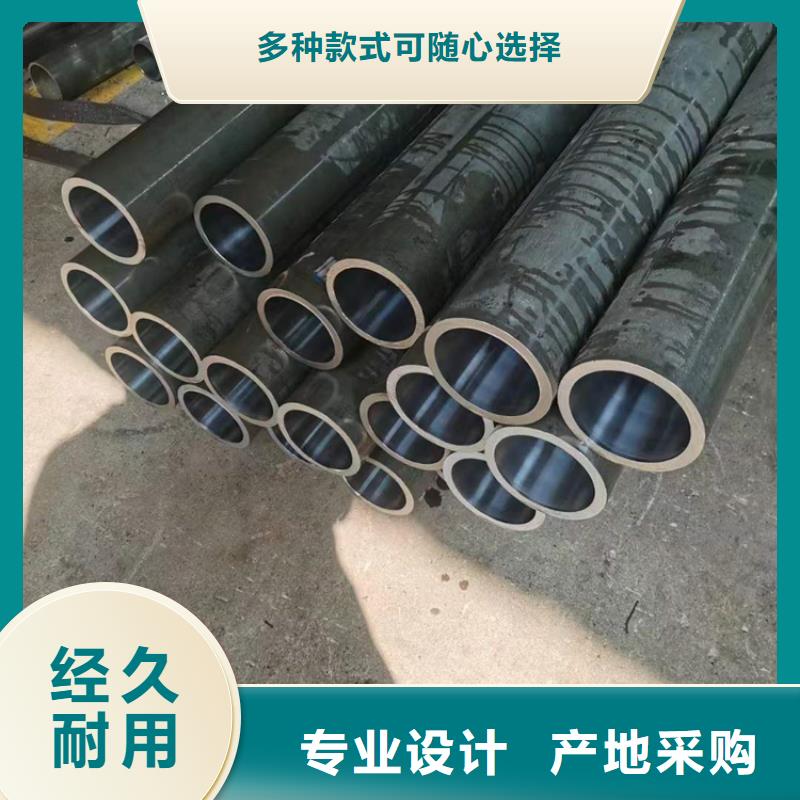
珩磨管加工设备之珩磨机的功能和注意事项珩磨机主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔,是一种利用珩磨头珩磨工件精加工表面的磨床,我们经常提到的珩磨管就是它的主要加工产品之一。从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。



厚壁绗磨管加工内孔一般采用镗削、铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.厚壁油缸管应用:珩磨管(1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。(2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。(3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。(4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。(5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。

珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。


一般冷连轧板、卷均应经过连续退火(CAPL机组)或罩式炉退火冷作硬化及轧制应力,达到相应标准规定的力学性能指标。冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电 产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。珩磨管与抛光管的区别



九冶管业(济宁市邹城市分公司)着力 高精度珩磨管产品质量控制,注重 高精度珩磨管产品结构拓展,以可靠的性能,上乘的质量, 赢得较高的社会信誉。 我们竭诚为用户服务。并承接特殊要求的 高精度珩磨管设计和制造。


有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。








 扫一扫
扫一扫